2023年より、成形品質向上に関する取り組みについて紹介してきました。
初回で、取り組み全般の概要をご紹介。2回目から4回目は、これまで取り組みを行ってきたなかで、広くお役に立てそうなピンポイント情報を取り上げました。
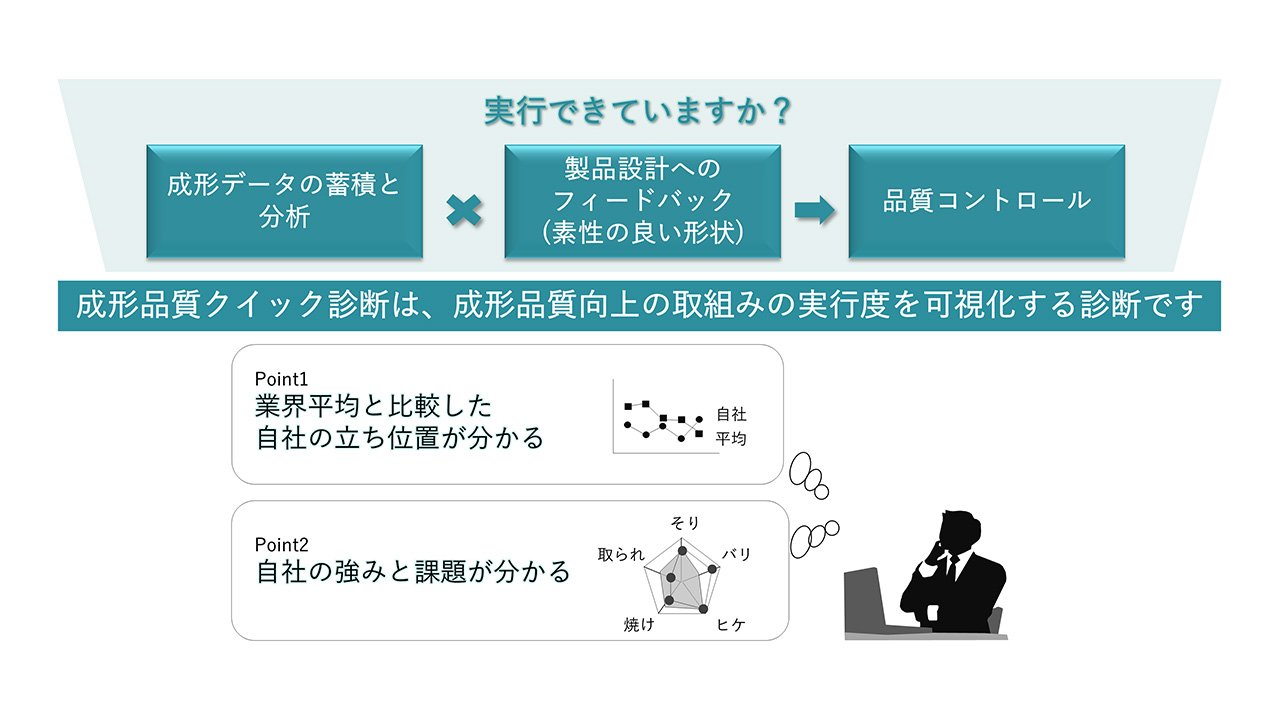
5回目の今回は少し趣向を変え、「成形品質クイック診断(樹脂)」について取り上げます。樹脂部品製造・射出成形の業界における、成形品質作りこみの取組みの進み具合をお伝えしていこうと思います。
過去のブログに、「成形品質クイック診断(樹脂)」のリンクがあったことにはお気付きでしょうか?この診断は、これまでに紹介してきた成形品質向上に向けたありたい姿に対して、自社の仕組み構築がどの程度進んでいるかを評価する仕組みとして、弊社が無償で提供させていただいているものです。提供開始から約2年が経ち、データも蓄積されてきました。今回の記事では、蓄積された診断データを平均の形でご紹介し、成形品質向上の取組みの現在を読み解いていきます。
診断回答総数および企業名は非公開とさせていただいていますが、ご回答企業様の業界の内訳をご紹介します。
輸送用機器業界が最も多く、54%を占めています。一番多いのは自動車部品メーカー様で、完成車メーカー様にもご回答いただいています。次に多いのは電気機器業界で、34%を占めます。OA機器や家電のメーカー様が多数です。次いで精密機器業界が8%、その他が4%と続きます。
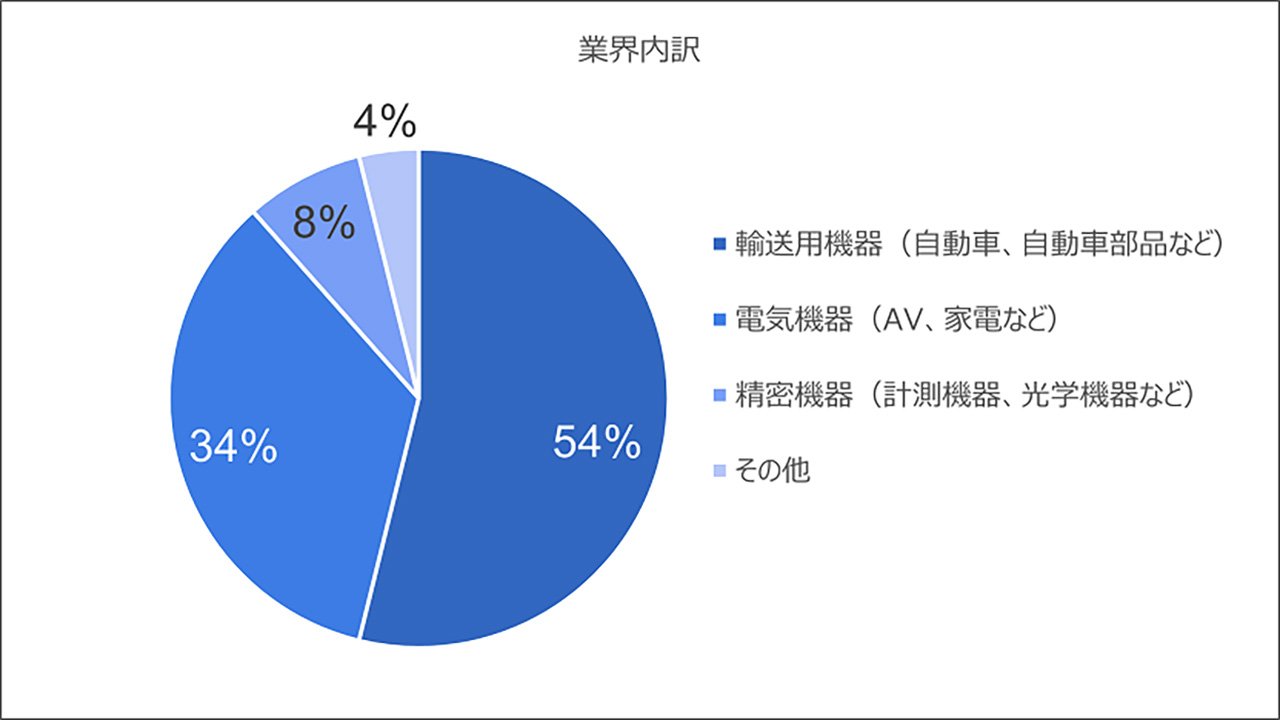
業界を調査しているのは、製品特性によって樹脂部品の役割が異なると考えられることが理由です。機構部品と外観部品では求められる品質が異なるため、品質向上の取組みの重要度や難易度も異なってきます。今回は全体平均に基づく記事となりますが、いずれ業界別平均の特徴などもご紹介できればと思います。
まずは、どのような取組みに着手しているか、取組みの進度はどのくらいかを調査する設問群の回答平均です(図3)。進度は、定着度合いとも言い換えることができます。社内に定着し、継続的にブラッシュアップできるように仕組み化されていると、点数は高くなります。
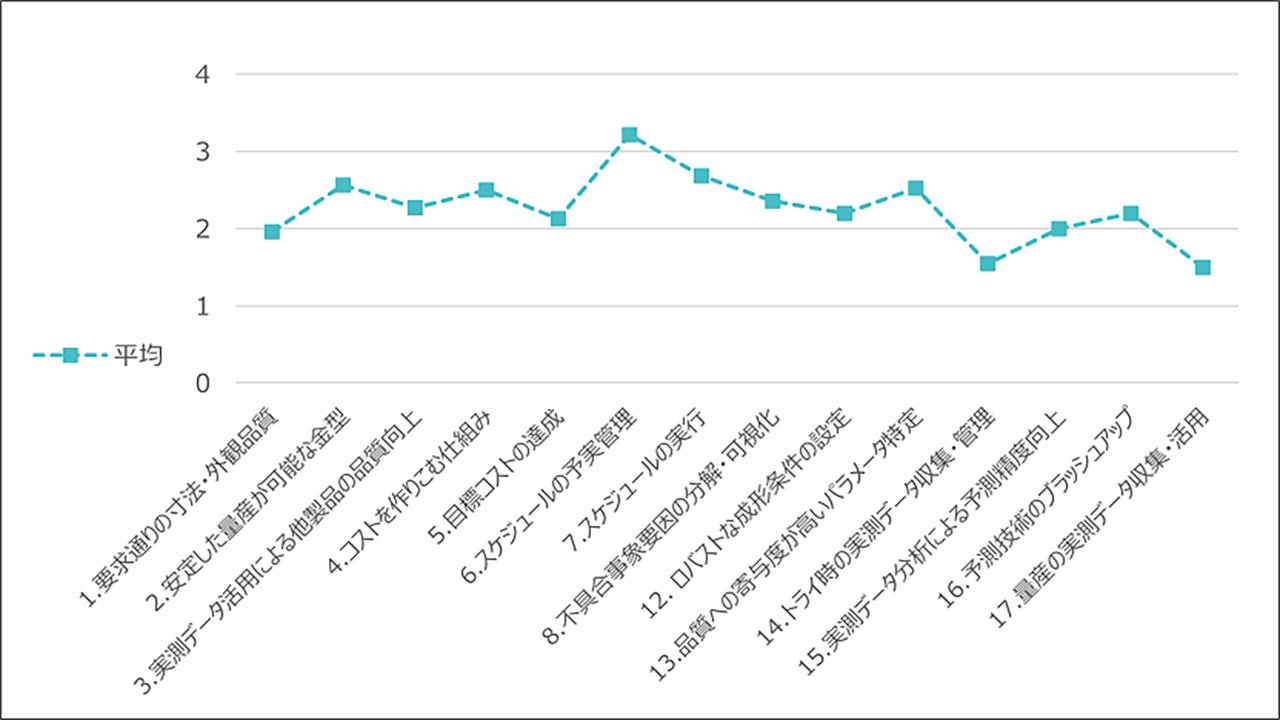
点数が低めに出ているのは、「14. トライ時に型内の温度・圧力分布や成形機の稼働情報など実測データを収集し、成形品品質と関連付けて管理していますか?」と「17. 量産時に型内の温度・圧力分布や成形機の稼働情報など実測データを収集し、品質管理に活用していますか?」の2項目でした。トライデータ・量産データ共に、実測データの収集管理に着手できていない企業が半数弱という結果です。
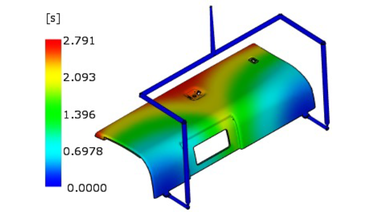
フロントローディングで成形品質を作り込むにあたって、実測データの活用は重要な役割を果たします。CAEの解析能力を利用しつつ、実際のデータをフィードバックすることで、予測技術の精度を高めていくことができます。もしまだ実測データ活用に取組んでいないのであれば、優先的に取り組んでいくべきと言えます。
射出成形を社内で実施しているのであれば、早速実測データ収集に着手するのが良いでしょう。成形機をスマート化し、収集したデータを蓄積・管理する仕組みを導入します。
成形を外部で実施しているのであれば、サプライヤと連携してデータ収集することを検討されてみてはいかがでしょうか。収集するべきデータ種の特定と、サプライヤとの協力体制の構築が目下の課題となります。協力体制の構築は難易度が高いのですが、信頼性確認のためにも、予測結果と実測データの突合せ分析は必要になってくると考えられます。
次は、主な成形不良に対する設計対処力を調査する設問群の回答平均です(図4)。フロントローディングで成形不良を防止するというありたい姿に対し、どの程度の結果が出せているかを窺うことができます。
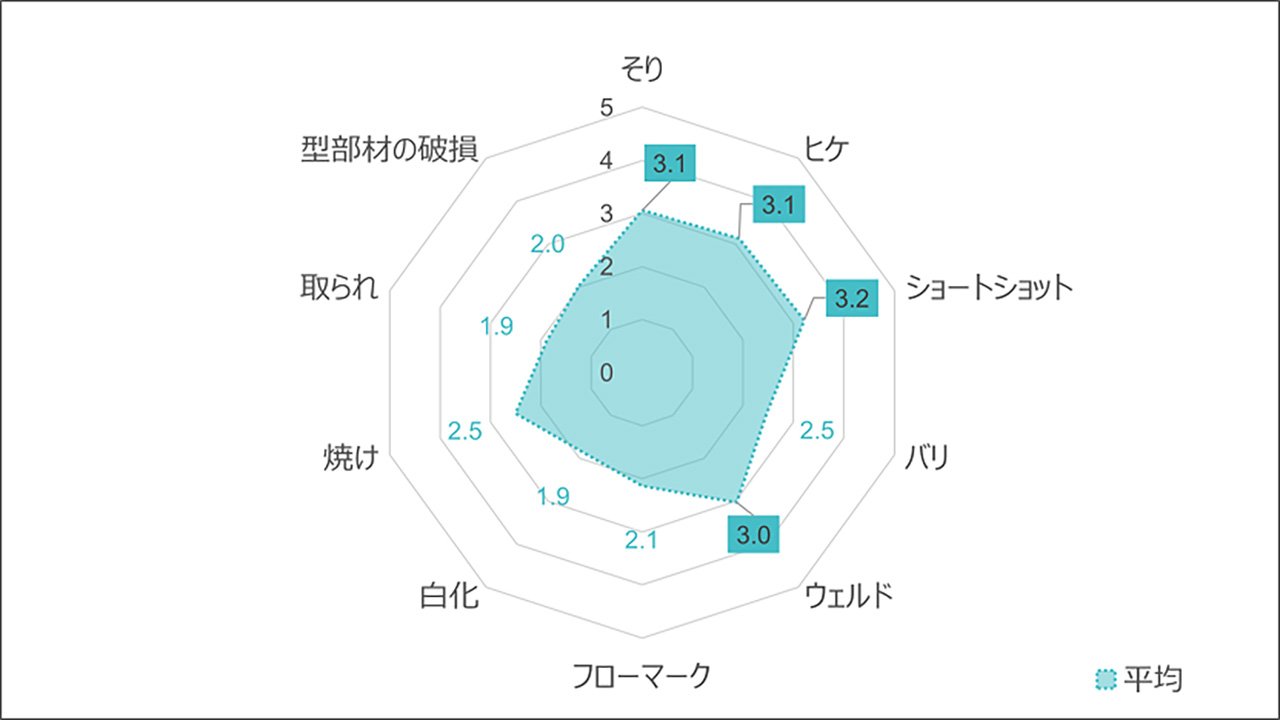
取り上げている成形不良は、樹脂流動解析で結果を見ることができる「そり」「ヒケ」「ショートショット」「ウェルド」、代用特性や補正ルールなどを定めて評価する「バリ」「フローマーク」「白化」「焼け」「取られ」「型部材の破損」の10項目です。前者の不良は、設計段階での評価方法の整備が比較的進んできていることが分かります。後者の不良に対しては、現物での対処が多いことが見えてきます。これらの不良に対する設計段階での対処方法を確立してお持ちであれば、机上評価の技術力は業界をリードしていると考えて良さそうです。もちろん、部品によって頻出する不良や重要度の高い不良は異なりますので、机上評価に取り組んでいないことが一概に遅れであるとは言えません。例えば「型部材の破損」は平均点だけ見れば低いですが、約半数が「ほぼ発生しないため問題視していない」という状態にありました。一方で、頻出不良に対しては、CAEを始めとする机上評価方法を確立し、設計段階で不良を抑え込む必要があります。
これらの項目は、高いもので平均が3点強ですが、3点のレベルはおおよそ「設計段階で対処しているが、現物NGを防ぎきれず、評価方法に課題がある」という状態です。この課題を解決するためにも、前節でも取り上げた実測データを用いた机上評価結果の分析は重要な役割を果たします。最高点である5点のレベルは、「設計段階での評価方法と対策知見が確立され、継続的にブラッシュアップする仕組みができている」状態です。不良項目により大小はありますが、5点に達している割合はおおむね1割前後となっていました。しっかりと仕組みを進めていけば、フロントローディングでの成形品質作り込みを実現することができると言えそうです。
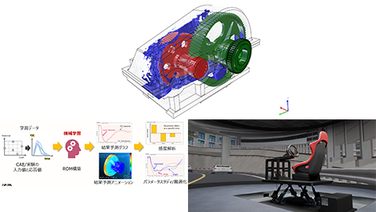
自社の状況を思い浮かべながらお読みいただけましたでしょうか。データからも読み解けるように、実測データを収集して机上評価にフィードバックすることで、成形品質の予測技術を向上していくことができます。電通総研では、収集データを決定するための成形不良メカニズム分析のフレームワーク提供(コンサルティング)や、実測・CAEのデータ管理を実現するSPDM(i-SPiDM)導入のご支援をさせていただいております。詳細については、各ソリューションのページをご参照ください。
成形品質クイック診断(樹脂)をご利用いただきますと、ご回答者様の点数に合わせて一歩踏み込んだ課題分析をレポートさせていただきます。今後の成形品質向上の取組みの足掛かりとして、是非ご活用ください。
本記事は役に立ちましたか?コメント・問合せも承ります。