電通総研では射出成形CAEの販売・保守を提供しております。本連載では設計開発段階における射出成形CAEを活用した不良の事前予測を想定して、解析結果の評価方法について複数回に渡ってご紹介させていただきます。
初回のウェルドラインに続き、今回は第二回としてエアトラップについてご紹介させていただきます。
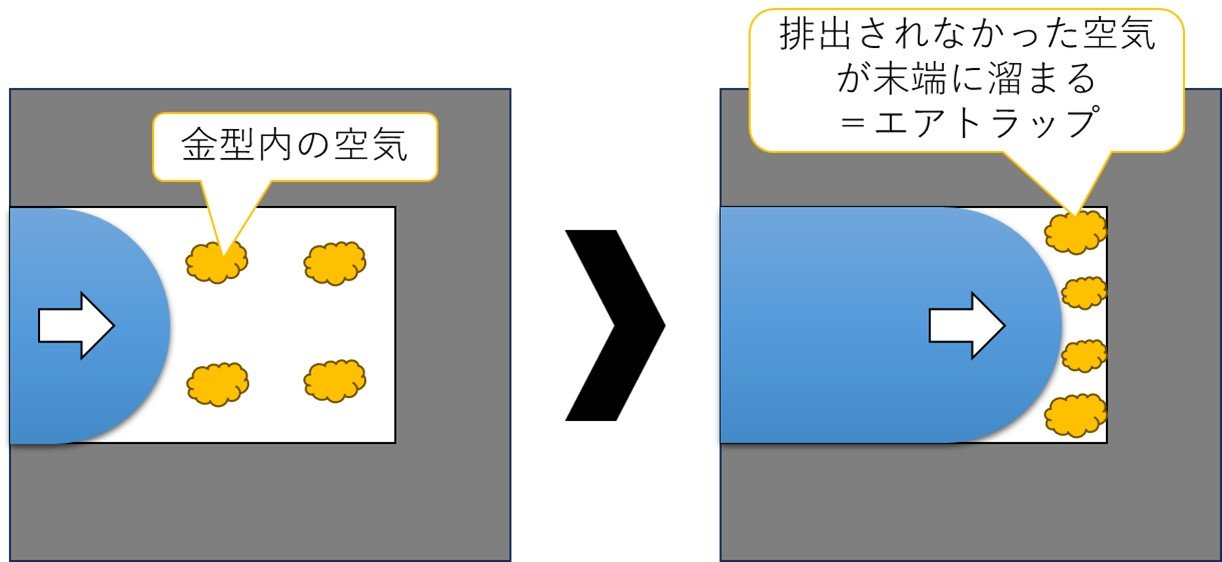
樹脂の流動過程において樹脂が金型内の空気を巻き込む現象を"エアトラップ"と呼びます。成形開始時、金型キャビティ内には空気が存在します。成形が始まると樹脂に押された空気がP.L面・入子割り面・ガスベントといった隙間から金型外に排出され、キャビティ内が樹脂に置き換えられます。その際、金型外に排出できなかった空気がエアトラップとなります。エアトラップが発生すると、末端まで樹脂が充填されない"ショートショット(転写不良)"、成形品内部に空気が巻き込まれる"ボイド(気泡)"、空気の断熱圧縮による発熱で樹脂が発火する"ガス焼け"といった品質不良に繋がります。
以下に射出成形CAEのエアトラップ予測に活用可能な解析結果と指標について示します。
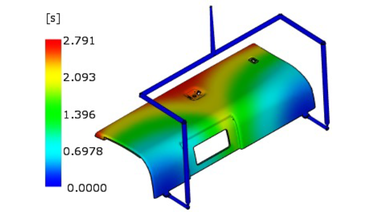
流動過程の中で樹脂の流動末端、つまり空気が袋小路になっている箇所を示す結果です。この位置にガスベントを追加することで、エアトラップの発生を抑制することができます。
また、キャビティ構造上の末端だけでなく、樹脂が回り込んで空気が逃げられないような箇所も表示されます。外観仕様上ガスベントの設置が難しい場合は、ゲート位置の変更など流動傾向自体を変更する対策も必要となります。
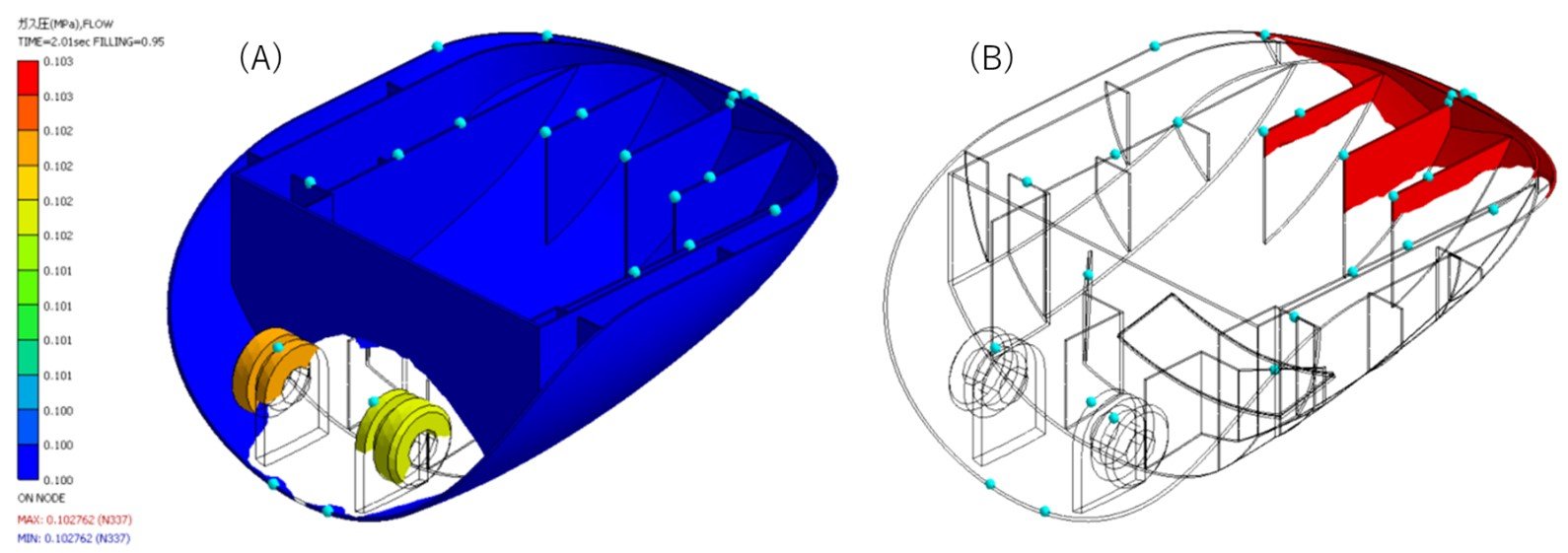
ガス圧結果は充填工程において樹脂によるガスの圧縮が、金型のガス排出能力をどの程度上回ったかを示す結果です。ガス圧が高く表示される箇所は空気が排出されにくい箇所となります。そのため、ガスベントを大きくし排出能力を高めるなど、ガス排出に余裕を持った設計を事前に検討することが有効となります。また、どのタイミング・どの箇所でガス圧が高まるかも確認が必要です。
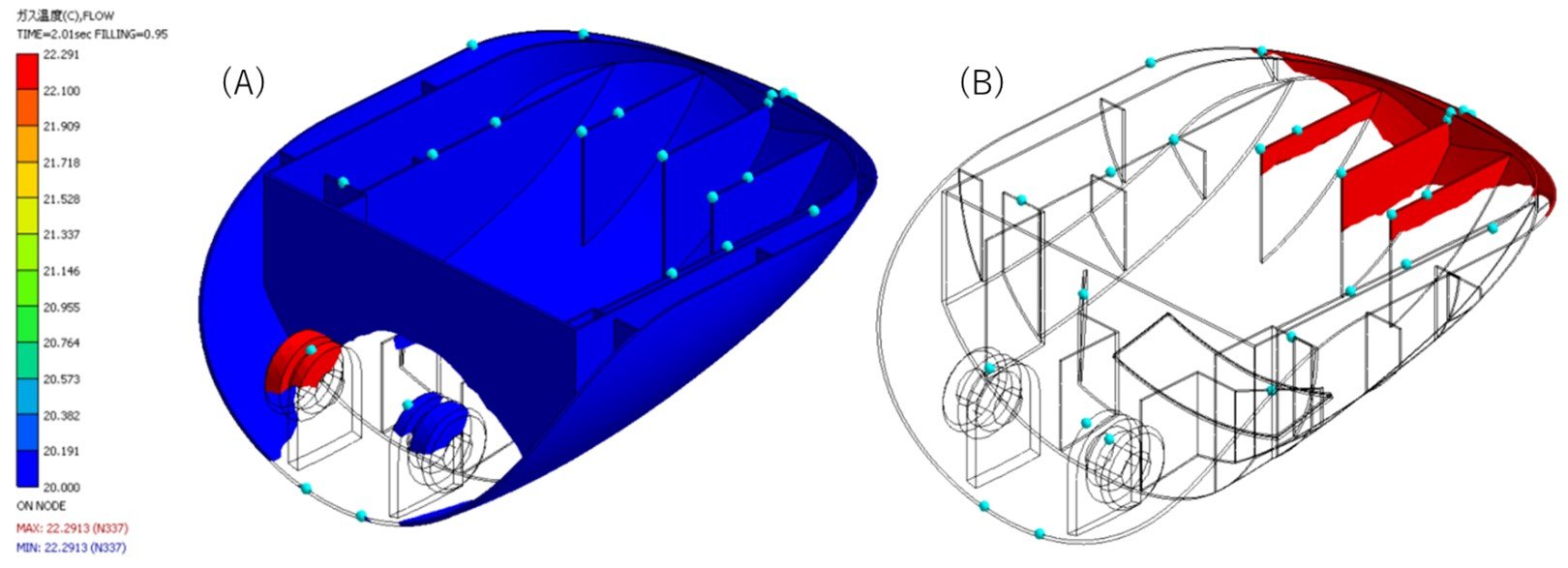
ガス温度はガスが圧縮されることでどのくらいの温度になるかを示す結果です。最低温度は設定した室温となり、充填速度が速いほど断熱圧縮により空気の温度が高くなります。この温度が樹脂の発火点を超える値を示すと、ガス焼け不良を起こすリスクが高いと言えます。このような場合、ガスベントなどのガス排出能力を高める対策や充填速度を下げることで温度を下げるといった対策が考えられます。
ただし、充填速度を下げるとショートショットなどの別の不良が発生する可能性もあります。その場合は、充填速度の多段制御により、フルパックまでの充填時間を維持しながら末端部の充填速度を下げるなどの検討も有効となります。このようにトレードオフの関係を持つ不良に対して、両立する条件を机上で検討できるのも樹脂成形解析の大きなメリットとなります。
電通総研では、解析結果を評価する仕組み・ルールの構築支援や成形品質向上の支援などの技術的な支援もご提供しております。ご興味・ご関心がありましたらお気軽にお問い合わせください。
本記事は役に立ちましたか?コメント・問合せも承ります。