電通総研では射出成形CAEの販売・保守を提供しております。本連載では設計開発段階における射出成形CAEを活用した不良の事前予測を想定して、解析結果の評価方法について複数回に渡ってご紹介させていただきます。
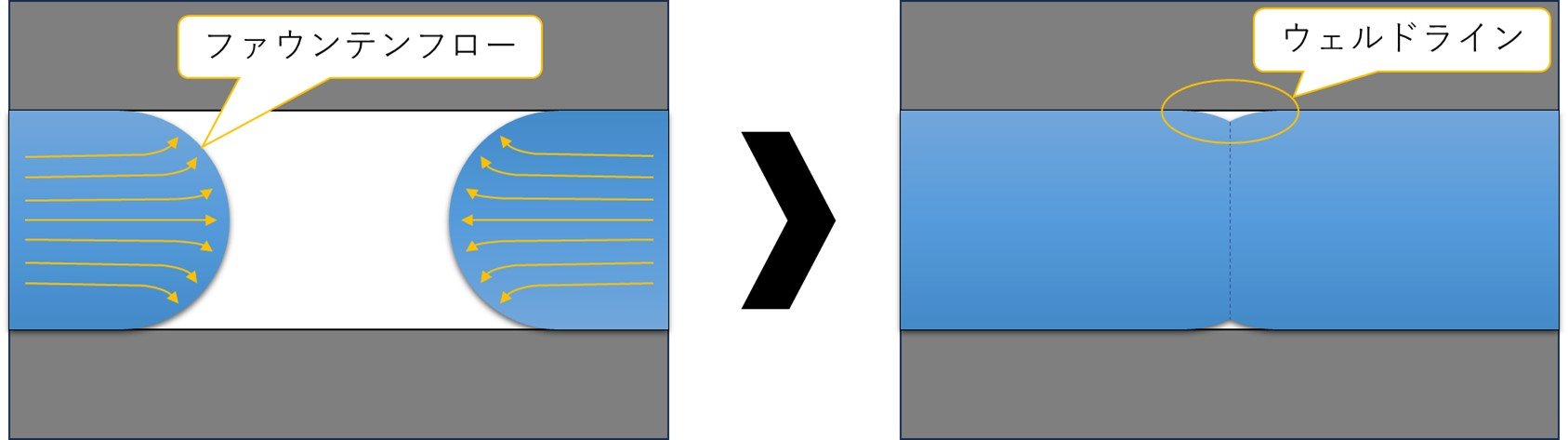
充填過程において樹脂が合流することによって発生する溝・模様をウェルドラインと呼びます。樹脂は流動中に"ファウンテンフロー"と呼ばれる、表面が固化し中央部分から湧き出るような流れが特徴です。この特徴により樹脂の合流部は完全には混ざり合わず、条件によっては深い溝となります。この溝は外観悪化や強度低下といった不良に繋がります。特に繊維強化樹脂においては強度低下が顕著になるため、事前に発生個所を予測することが重要になります。
以下に射出成形CAEのウェルドライン予測に活用可能な解析結果と指標について示します。
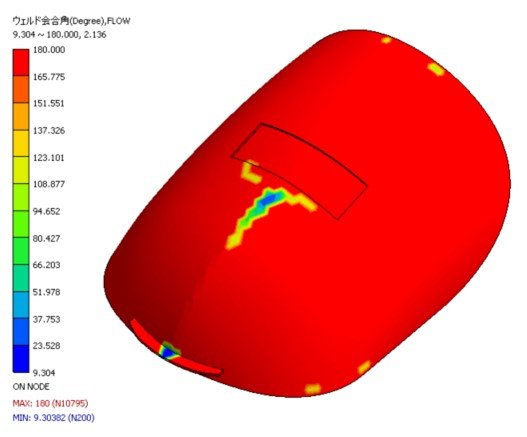
ウェルド会合角は樹脂の先端がどのくらいの角度で合流したかを示す結果です。角度が小さいほど深い溝が発生する、ひいては不良となる可能性が高いことを示唆しています。ウェルドがどこに発生しやすいかが一番見やすく表示される結果であるため、まずこの結果を見ることが推奨されます。この結果は直接の対策立案には結びつき難いので、後述の結果と合わせて対策検討することとなります。
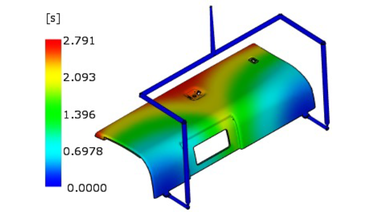
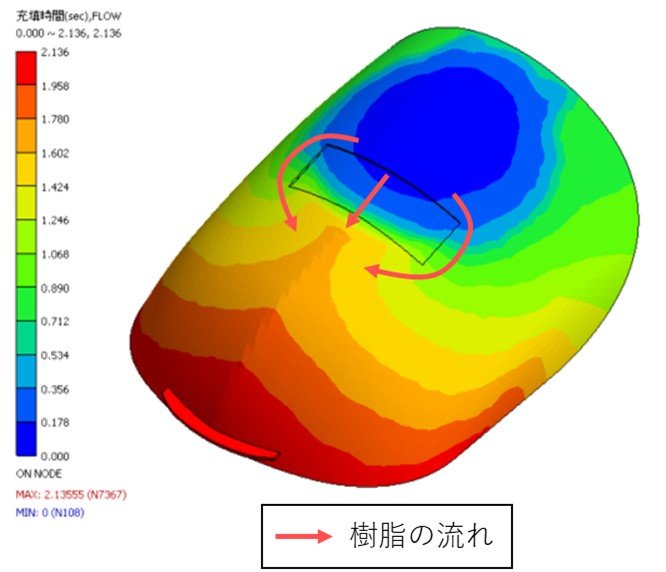
充填時間は樹脂がどのように流れるかを示した結果となります。図では、凹み部で流動が停滞し周囲を迂回するように流動することで、ウェルドラインが発生していることが読み取れます。このようにウェルド発生に至る樹脂流動の過程を理解することで、対策を打つべき箇所が明確になります。この場合は、樹脂の停滞の起因となっている凹み部を厚くし流動を改善する、ゲート位置を変更することでウェルド発生位置をずらすなどの対策が考えられます。
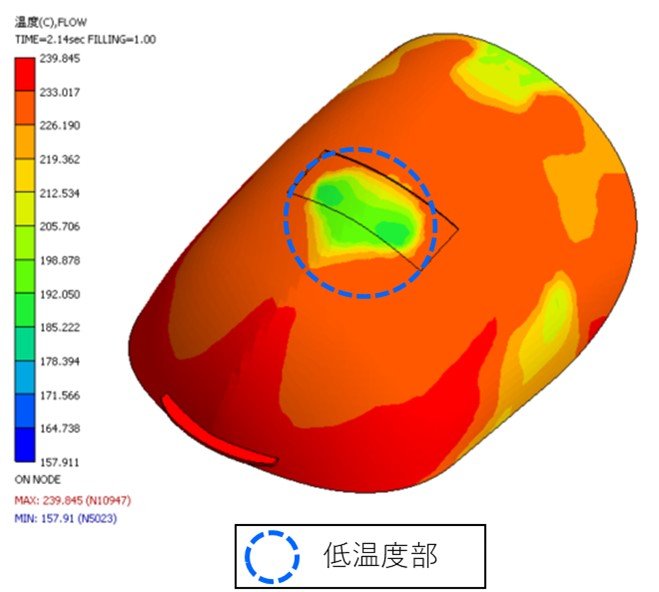
充填温度は充填工程における温度分布を示す結果です。ウェルドラインが発生している箇所で周囲より温度が低い箇所が発生していることが読み取れます。これは先述したウェルド会合角が小さい箇所とも一致します。一般的に合流部の温度が高いほどウェルドラインは目立たなくなります。少しでも目立たなくしたい場合は、合流部の温度が低くならないような金型温調設計を盛り込むことも対策の一案となります。
電通総研では、解析結果を評価する仕組み・ルールの構築支援や成形品質向上の支援などの技術的な支援もご提供しております。ご興味・ご関心がありましたらお気軽にお問い合わせください。
本記事は役に立ちましたか?コメント・問合せも承ります。